


 English
English  русский
русский  عربى
عربى Content
- 1 What Is a Tunnel Boring Machine and Why Do We Use Them?
- 2 How a Tunnel Boring Machine Actually Works: The Core Mechanics
- 3 The Main Types of Tunnel Boring Machines and When Each Is Used
- 4 TBM Types at a Glance: Side-by-Side Comparison
- 5 Key Factors That Determine How Fast a TBM Can Advance
- 6 Major Applications of Tunnel Boring Machines Around the World
- 7 The Real Cost of Tunnel Boring Machine Projects: What Drives the Numbers
- 8 Geotechnical Investigation: Why Ground Knowledge Is Everything in TBM Tunneling
- 9 Innovations Shaping the Future of Tunnel Boring Machines
What Is a Tunnel Boring Machine and Why Do We Use Them?
A tunnel boring machine — commonly abbreviated as TBM and sometimes called a tunneling boring machine or underground boring machine — is a massive piece of engineering equipment designed to excavate tunnels through soil, rock, or mixed ground conditions with a circular cross-section. Unlike the older drill-and-blast method, which fractures rock using explosives and then manually clears the debris, a TBM cuts, excavates, and often simultaneously lines the tunnel in a single continuous operation. The result is a smoother, more structurally consistent tunnel produced with far less disruption to the surrounding ground and surface infrastructure.
The appeal of TBM tunneling goes well beyond speed. In urban environments — where a tunnel might be passing beneath densely built neighborhoods, live subway lines, or critical utilities — the controlled, low-vibration excavation of a tunnel boring machine is often the only viable option. Conventional blasting would cause unacceptable surface settlement and structural damage to nearby buildings. TBMs can also work at much greater depths than cut-and-cover construction methods, allowing engineers to route tunnels in straight, optimal paths without tearing up the streetscape above. These advantages have made the tunneling boring machine the dominant technology for metro rail systems, highway tunnels, water supply and sewage tunnels, and increasingly, cable and utility corridors in cities worldwide.
Modern TBMs are extraordinary feats of engineering in their own right. The world's largest tunnel boring machines have cutting heads exceeding 17 meters in diameter — wider than a four-story building is tall — and weigh upward of 7,000 metric tons. Even a mid-size TBM used for a standard metro tunnel (typically 6–9 meters in diameter) is assembled from hundreds of precision-engineered components shipped to the job site and assembled underground in the launch shaft. The machines integrate earth excavation, spoil removal, ground support, and concrete lining installation into a single moving production line that advances 10–30 meters per day depending on ground conditions and machine type.
How a Tunnel Boring Machine Actually Works: The Core Mechanics
Understanding how a TBM functions requires looking at its main working systems, each of which plays a critical and interdependent role in the tunneling process. While different TBM types handle ground support and spoil removal differently (covered in the next section), the fundamental cutting and advancement mechanics are shared across most machine families.
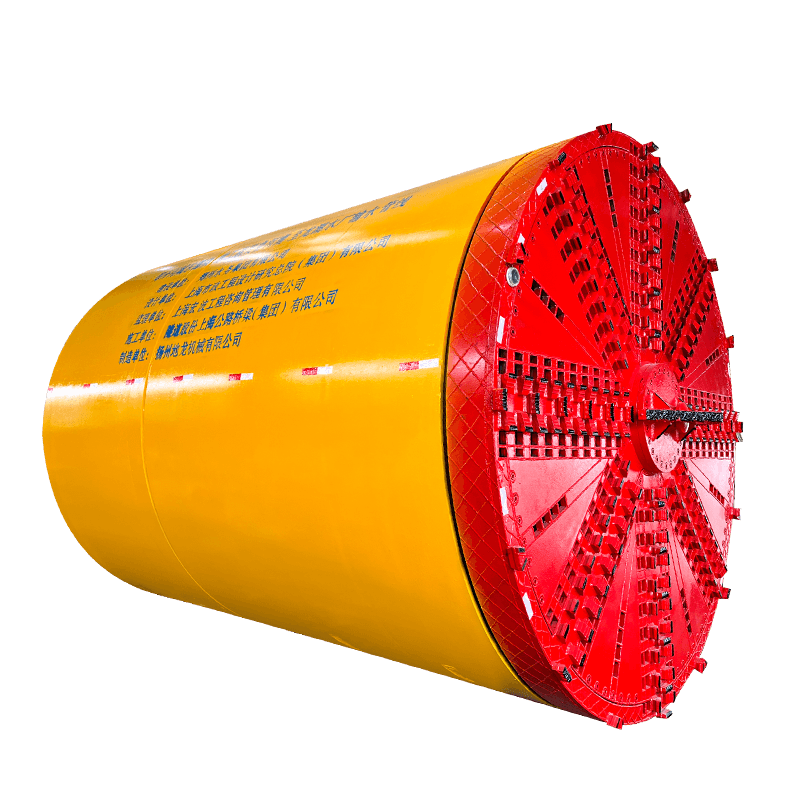
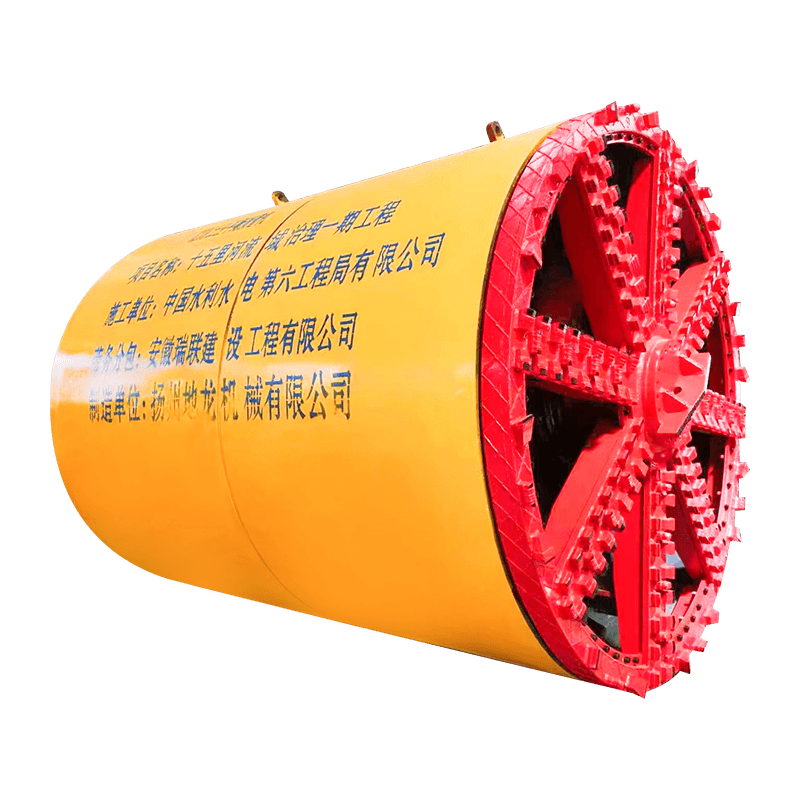
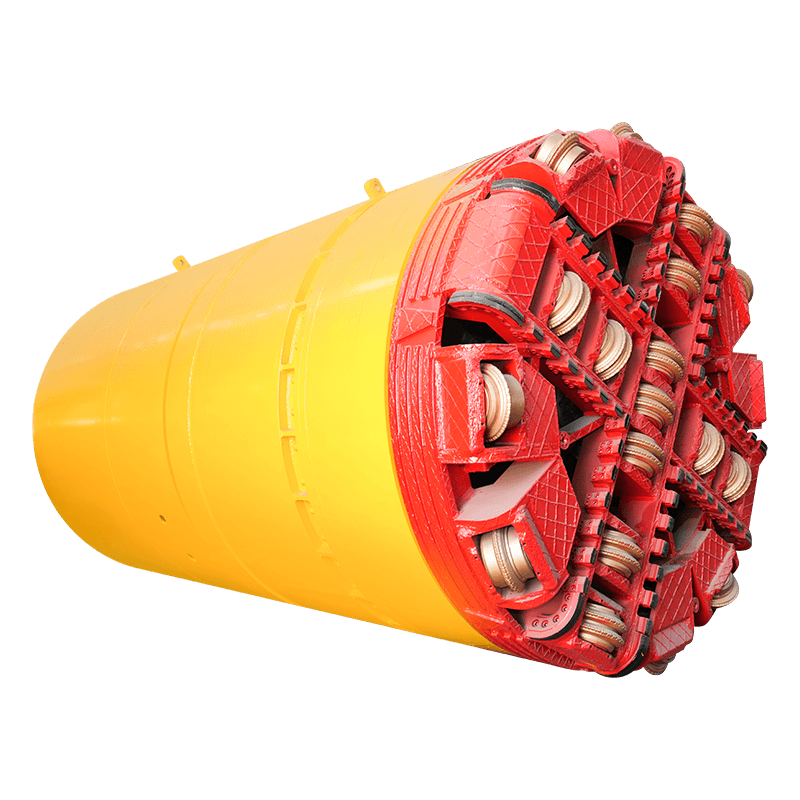
The Cutterhead
The cutterhead is the business end of any tunnel boring machine — a massive rotating disc or spoke structure studded with cutting tools that directly contacts the ground being excavated. In rock tunneling, the cutterhead carries disc cutters: hardened steel wheels, typically 432–483 mm (17–19 inches) in diameter, that roll against the rock face under enormous thrust force. The disc cutters don't scrape the rock; instead, they crush it through compressive loading, creating a network of micro-fractures between adjacent cutter tracks that cause chips of rock to break free. This chip-generation process, called the "chip-and-crack" mechanism, is far more energy-efficient than direct abrasion and is what makes TBM tunneling viable in hard rock. In soft ground and mixed conditions, the cutterhead instead carries drag bits, scrapers, and soil cutting teeth that shear and dislodge material rather than crushing it.
The cutterhead is rotated by a ring of electric drive motors — typically between 4 and 20 motors depending on machine size — arranged around its circumference and connected through reduction gearboxes. Rotation speed is typically slow: 1–6 RPM for large machines, since the outer rim of a large cutterhead is already traveling at high linear speed even at very low RPM. The total installed cutterhead drive power on a large hard-rock TBM can exceed 5,000 kW — about the same as six Formula 1 engines running simultaneously, but applied as slow rotational torque rather than speed.
Thrust and Gripper Systems
Rotating the cutterhead alone doesn't excavate a tunnel — the machine must also push the cutterhead into the rock face with enormous force to make the disc cutters effective. This is accomplished through a system of hydraulic thrust cylinders arranged around the machine's main body. Total thrust forces on a large rock TBM commonly range from 20,000 to 60,000 kN — equivalent to the weight of 2,000 to 6,000 metric tons pressing against the tunnel face. To push against, the machine needs something to push from. In hard rock TBMs, this is provided by gripper pads: large hydraulic cylinders that extend laterally from the machine body and press against the tunnel walls with enough force to anchor the machine firmly in place while the thrust cylinders advance the cutterhead. Once the machine has advanced one stroke length (typically 1.5–2 meters), the grippers release, the rear of the machine is pulled forward, the grippers re-engage at the new position, and the next thrust stroke begins. This sequence repeats continuously throughout the tunneling operation.
Spoil Removal (Muck Handling)
The material cut from the tunnel face — called "muck" in tunneling terminology — must be continuously removed from the cutterhead and transported to the surface. In most TBMs, muck falls into openings in the cutterhead and is picked up by a belt conveyor running through the center of the machine. This main conveyor transfers the muck to a series of trailing conveyors or to rail-mounted muck cars that carry it back through the tunnel to the launch shaft, where it's lifted to the surface and hauled away. On average, a mid-size metro TBM excavating in mixed ground produces 300–600 cubic meters of muck per day — a significant logistical challenge that requires a well-planned surface disposal operation running in parallel with the tunneling.
Tunnel Lining Installation
Immediately behind the cutterhead, most modern TBMs install a permanent tunnel lining as the machine advances. The standard approach uses precast concrete segments — typically six to eight curved segments per ring, plus a smaller "key" segment — that are lifted into position by an automated segment erector arm and bolted or gasketed together to form a complete ring. Each ring is installed in the space created by the machine's last thrust stroke, and as the machine advances into the next stroke, the completed ring becomes the structural shell of the permanent tunnel. This integrated lining installation is one of the TBM's greatest efficiency advantages: the tunnel is essentially complete behind the machine as it advances, requiring minimal follow-up work.
The Main Types of Tunnel Boring Machines and When Each Is Used
The selection of a TBM type is one of the most critical engineering decisions in any tunneling project. The wrong machine type for the ground conditions encountered can result in slow progress, machine damage, ground settlement, or in severe cases, tunnel collapse. The major TBM families are distinguished primarily by how they manage the ground ahead of the cutterhead and control groundwater pressure:
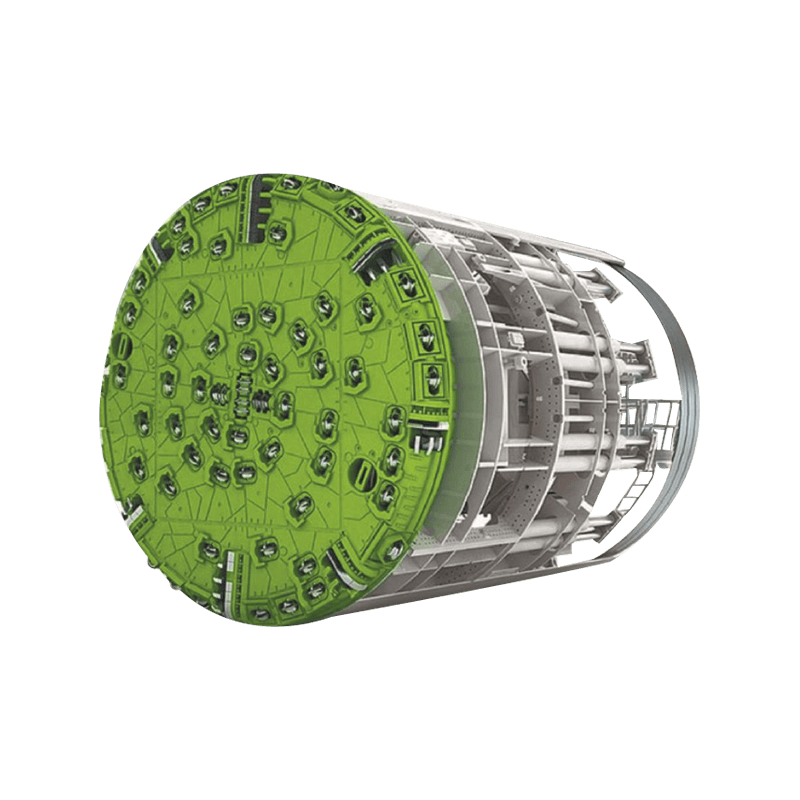
Open-Face (Gripper) TBM — Best for Hard Rock
The open-face or gripper TBM is the original TBM design and remains the machine of choice for stable hard rock conditions where the tunnel face is self-supporting and groundwater pressure is manageable. As the name suggests, the tunnel face is open — there is no pressurized support system between the cutterhead and the excavated ground. This simplicity makes gripper TBMs faster and more cost-effective in appropriate conditions: without pressurization systems to manage, maintenance access to the cutterhead is easier, advance rates are higher, and the machines are mechanically simpler. They are the standard choice for water supply tunnels, railway tunnels, and hydropower projects in mountainous terrain — applications where the machine will spend most of its drive in competent rock. The limitation is equally clear: in soft ground, saturated soils, or mixed conditions, an open-face TBM cannot safely support the tunnel face, making it unsuitable for urban projects where ground settlement would damage surface structures.
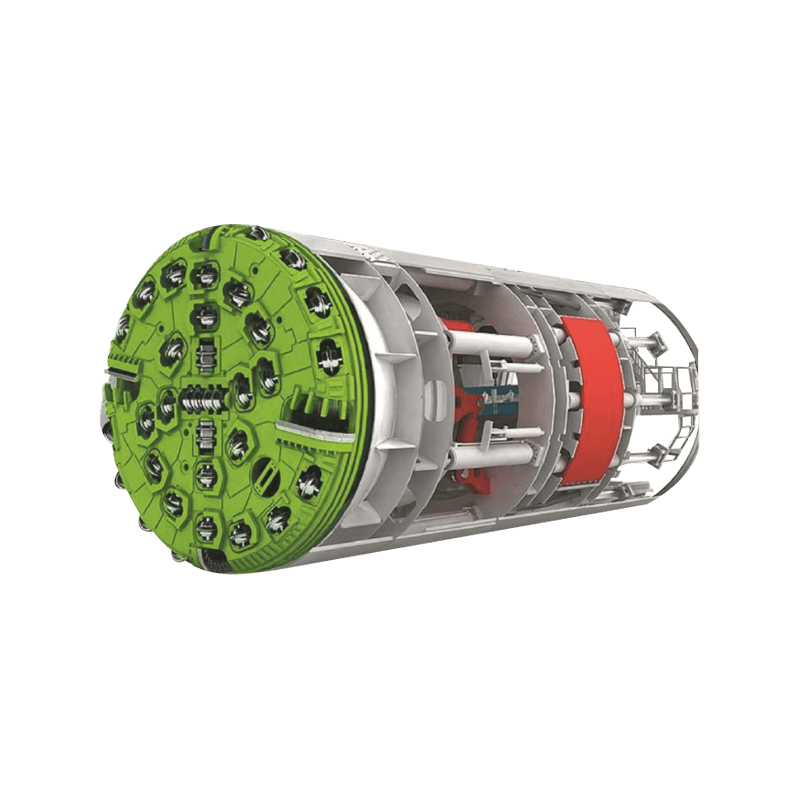
Earth Pressure Balance (EPB) TBM — Best for Soft Ground and Urban Settings
The Earth Pressure Balance TBM is the most widely used machine type for urban metro and infrastructure tunneling worldwide. It addresses the soft-ground support problem by filling the cutterhead chamber — the space between the cutterhead and a bulkhead plate behind it — with excavated soil conditioned to the right consistency using foam, polymers, or water. This conditioned muck is maintained at a pressure that balances the earth and groundwater pressure at the tunnel face, preventing face collapse and minimizing ground movement. The pressurized muck is extracted from the chamber through a screw conveyor, which controls the rate of material removal to maintain the target face pressure. EPB TBMs are particularly effective in clay-rich soils, sandy soils, and mixed ground with moderate groundwater pressure. They are the dominant machine type for metro rail construction in cities like London, New York, Tokyo, Beijing, and virtually every major urban tunneling project of the last 30 years.
Slurry Shield (Mixshield) TBM — Best for Water-Saturated and Coarse Ground
The slurry shield TBM uses pressurized bentonite slurry — a liquid mixture of water and clay — to support the tunnel face rather than conditioned muck. The slurry fills the cutterhead chamber under pressure and forms a filter cake on the tunnel face that transmits the support pressure to the ground. Excavated material mixes with the slurry and is pumped out of the tunnel as a liquid suspension through a slurry pipeline, transported to a surface separation plant where the solids are removed, and the cleaned slurry is returned to the machine for reuse. This slurry circuit approach is more complex and expensive than EPB but excels in conditions where EPB struggles: highly permeable gravels and sands with high groundwater pressure, mixed ground with boulders, and underwater tunnel crossings. The Crossrail project in London, the Øresund Tunnel between Denmark and Sweden, and the Hong Kong-Zhuhai-Macau Bridge tunnel all used slurry shield machines for their most challenging underwater or high-water-pressure sections.
Multi-Mode TBMs — Flexibility for Variable Ground
A growing category of tunneling boring machines is the convertible or multi-mode TBM, designed to switch between operating modes — typically between EPB and open-face, or between EPB and slurry shield — as ground conditions change along the tunnel alignment. These machines are more complex and more expensive than single-mode machines but can be essential for projects where the tunnel must pass through dramatically different geology along its length. A common scenario is a tunnel that begins in soft urban soils, transitions through a water-bearing sand layer, and then enters competent rock — a sequence that would challenge any single-mode machine. Multi-mode capability allows one machine to complete the entire drive without the impractical option of machine extraction and replacement mid-tunnel.
TBM Types at a Glance: Side-by-Side Comparison
| TBM Type | Face Support Method | Ideal Ground Conditions | Spoil Removal | Typical Advance Rate |
| Open-Face / Gripper TBM | None (self-supporting rock) | Competent hard rock, low groundwater | Belt conveyor | 15–40 m/day |
| Earth Pressure Balance (EPB) | Pressurized conditioned muck | Clay, silt, sand, urban mixed ground | Screw conveyor + belt | 10–25 m/day |
| Slurry Shield (Mixshield) | Pressurized bentonite slurry | Gravel, high water pressure, underwater | Slurry pipeline circuit | 8–20 m/day |
| Multi-Mode TBM | Switchable between modes | Variable / mixed geology along alignment | Mode-dependent | 10–30 m/day (mode-dependent) |
Key Factors That Determine How Fast a TBM Can Advance
Advance rate — measured in meters per day or per shift — is the primary production metric for any TBM tunneling project, and it has enormous impact on project cost and schedule. However, advance rate is not simply a function of machine power or size. It results from the interaction of multiple variables, many of which are outside the project team's control:
- Rock strength and abrasivity: In hard rock tunneling, rock compressive strength and the abrasivity of the mineral content (particularly quartz content) are the primary determinants of penetration rate and disc cutter life. Extremely hard and abrasive granite can reduce cutter life to fewer than 20 meters of advance per cutter, requiring frequent cutterhead interventions that significantly reduce net advance rate. Softer rocks like limestone or chalk allow much higher penetration rates and longer cutter life.
- Ground behavior and face stability: Unstable ground conditions — running sands, squeezing clay, or faulted rock zones — can require interventions, ground treatment, or reduced advance speed to manage safely. In extreme cases, the TBM can become trapped or "stuck" in squeezing ground, a scenario that can take weeks or months to resolve and represents one of the most costly risks in TBM tunneling.
- Muck handling capacity: The surface muck disposal system must keep up with the machine's excavation output. A bottleneck in muck transport — whether through conveyor capacity limits, rail car shortages, or surface disposal logistics — directly reduces the machine's achievable advance rate regardless of how well it's cutting.
- Segment supply and installation time: Each ring of tunnel lining must be delivered to the machine and installed before the next thrust stroke can begin. Delays in segment delivery, crane cycles in the launch shaft, or quality problems with the segments themselves all reduce net advance rate. High-performing TBM projects invest heavily in optimizing the segment logistics chain.
- Maintenance and downtime: TBMs operate around the clock in multiple shifts, but they require scheduled maintenance interventions — cutterhead inspections, cutter changes, lubrication, system checks — that must be factored into the production schedule. Unplanned downtime for mechanical failures is the major variable that separates well-performing TBM drives from troubled ones.
Major Applications of Tunnel Boring Machines Around the World
Tunnel boring machines are at work on every continent (excluding Antarctica) and across an extraordinary range of application types. The scale and diversity of TBM projects in recent decades reflects both the growing demand for underground infrastructure and the increasing maturity of TBM technology to meet challenging conditions.
Urban Metro and Rapid Transit Tunnels
The largest single category of TBM use worldwide is urban metro rail tunneling. Every major metro expansion in the world — from London's Elizabeth Line (Crossrail) to Beijing's constantly expanding subway network, from Sydney's Metro Tunnel to Riyadh's new metro system — relies primarily on EPB tunnel boring machines to construct the twin running tunnels that carry trains between stations. The Elizabeth Line project alone used eight TBMs boring over 42 kilometers of new tunnel beneath one of the world's most densely built cities, with surface settlements in many areas held to less than 5 millimeters. This level of control is simply not achievable with any other excavation method.
Highway and Road Tunnels
Road tunneling increasingly uses large-diameter TBMs capable of excavating tunnels large enough to carry two to four lanes of traffic in a single bore. The SR 99 Alaskan Way Viaduct replacement tunnel in Seattle, completed in 2019, used Bertha — at the time the world's largest TBM at 17.5 meters in diameter — to bore a two-level highway tunnel beneath the city center. Road TBMs must excavate far larger cross-sections than metro tunnels, which requires significantly higher thrust forces, larger cutterheads, and more powerful drive systems. The precast concrete segments for large road tunnels can weigh 10–15 tonnes each and require purpose-built lifting and erection equipment within the machine.
Water Supply, Sewer, and Utility Tunnels
Water infrastructure tunnels are one of the oldest and most consistent application areas for TBMs. Deep-rock water supply tunnels — bored at depths of 50–200 meters through competent bedrock — allow cities to move water across long distances without the disruption of surface trenching. London's Tideway Tunnel, a 25-kilometer combined sewer overflow tunnel currently under the River Thames, uses three TBMs to bore through chalk and clay at depths of up to 65 meters. Chicago's Deep Tunnel project, one of the largest tunnel systems ever constructed, used TBMs to bore over 175 kilometers of tunnel for combined sewer overflow storage and flood control. At smaller diameters, microtunneling machines — essentially miniaturized TBMs operated remotely without workers inside — install utility pipes and conduits in urban areas without open-cut trenching.
Rail and High-Speed Rail Tunnels
Long-distance rail tunnels through mountain ranges represent some of the most challenging and celebrated TBM projects in history. The Gotthard Base Tunnel in Switzerland — the world's longest railway tunnel at 57 kilometers — was completed in 2016 after 17 years of construction using multiple TBMs that had to bore through the full geological complexity of the Swiss Alps, including hard granite, schist, and multiple fault zones. The Channel Tunnel connecting England and France used 11 TBMs to bore three tunnels (two running tunnels and a service tunnel) beneath the English Channel. Ongoing projects like Japan's Chuo Shinkansen maglev line include tunnels extending more than 25 kilometers through difficult mountain geology, pushing TBM technology to new frontiers.
The Real Cost of Tunnel Boring Machine Projects: What Drives the Numbers
TBM tunneling is expensive — often extraordinarily so — and understanding what drives the cost helps project owners and engineers make informed decisions about when TBM tunneling is the right choice versus alternatives like cut-and-cover or drill-and-blast construction.
| Cost Component | Typical Share of Total Cost | Key Variables |
| TBM procurement or lease | 10–20% | Machine diameter, type, new vs. refurbished |
| Launch and reception shaft construction | 5–15% | Depth, soil conditions, urban access constraints |
| Precast concrete lining segments | 15–25% | Tunnel diameter, ring design, segment plant location |
| Labor (operators, maintenance, logistics) | 20–35% | Project location, local labor rates, shift structure |
| Cutters and consumables | 5–15% | Rock abrasivity, advance rate, cutter design |
| Muck disposal and ground treatment | 5–10% | Volume, contamination level, disposal site distance |
| Risk and contingency | 10–20% | Ground risk, urban risk, geological uncertainty |
Typical TBM tunnel costs in developed countries range from USD $50 million to $300 million per kilometer for metro-sized tunnels, with significant variation based on diameter, geology, urban complexity, and country-specific labor and material costs. These figures are high — but they must be compared against the full cost of alternatives, including the cost of surface disruption, property impacts, and the premium placed on building deep infrastructure that doesn't consume the scarce surface space of a modern city.
Geotechnical Investigation: Why Ground Knowledge Is Everything in TBM Tunneling
No single factor has a greater impact on TBM project success or failure than the quality of the geotechnical investigation conducted before the machine is even selected. The ground is the TBM's medium, and surprises in the ground — unexpected faults, sudden changes in water pressure, boulders in otherwise soft soil, or collapsible mixed-face conditions — are the root cause of most major TBM project delays, cost overruns, and safety incidents.
A comprehensive geotechnical investigation for a TBM tunnel typically includes borehole drilling at regular intervals along the alignment (often every 50–100 meters for urban projects), laboratory testing of rock and soil samples for strength, abrasivity, permeability, and other properties, groundwater pressure monitoring, and geophysical surveys to identify buried obstacles, cavities, or anomalies between boreholes. Despite the cost — a thorough geotechnical investigation program can represent 1–3% of total project cost — experienced tunneling engineers universally regard it as the best money spent on a TBM project. Every dollar invested in ground investigation before construction is typically worth ten or more dollars saved in avoided claims and delays during construction.
The geotechnical baseline report (GBR) — a document that establishes the contractual reference conditions for ground behavior that the contractor's TBM selection and pricing are based on — is one of the most important contract documents in any TBM project. Conditions that exceed the baseline trigger the contractual risk-sharing mechanisms between owner and contractor. Getting the baseline right, based on thorough investigation, is fundamental to a fair and successful project.
Innovations Shaping the Future of Tunnel Boring Machines
TBM technology has advanced remarkably since the first successful machines in the 1950s and 1960s, and the pace of innovation is accelerating rather than slowing. Several developing areas are likely to define the next generation of tunneling boring machines:
- Real-time cutterhead monitoring and predictive maintenance: Modern TBMs already carry hundreds of sensors monitoring vibration, torque, thrust, temperature, and ground pressure in real time. The next step is integrating AI and machine learning to predict cutter wear and failure before it occurs, allowing maintenance interventions to be planned rather than reactive. This has the potential to dramatically improve machine availability and advance rates by reducing unplanned downtime.
- Autonomous and remotely operated TBMs: While full automation of TBM tunneling remains a long-term goal, significant steps toward greater automation are already underway. Automated segment erectors, GPS-based guidance systems, and semi-autonomous thrust management are now standard on advanced machines. Several manufacturers are developing machines capable of extended operation with minimal operator intervention, reducing the workforce required inside the tunnel and improving safety.
- Alternative cutting technologies: Conventional disc cutters are limited in their ability to penetrate the hardest rock types efficiently. Research into laser, microwave, plasma, and high-pressure water jet pre-conditioning of rock ahead of the cutterhead is ongoing, with the goal of reducing the energy required for excavation and extending the range of ground conditions where TBMs can operate economically.
- Non-circular TBM cross-sections: Standard TBMs produce circular tunnels, but many infrastructure applications — particularly road tunnels and combined utility galleries — would benefit from rectangular or horseshoe-shaped cross-sections that use the available space more efficiently. Several experimental non-circular TBMs have been developed and tested in Japan and China, and while the technology is not yet mainstream, it represents an important frontier for the industry.
- Continuous tunneling without ring-by-ring interruption: The current stop-start cycle of TBM advance (thrust stroke, then stop to install segment ring, then resume) limits the machine's net advance rate to typically 50–70% of its theoretical maximum. Research into continuous tunneling systems — where segments are installed simultaneously with machine advance rather than alternately — has the potential to dramatically improve productivity, though the engineering challenges are significant.

















