


 English
English  русский
русский  عربى
عربى Content
- 1 What Is TBM Manufacturing and Why Does It Matter?
- 2 Types of Tunnel Boring Machines and How Each Is Manufactured Differently
- 3 Core Components Manufactured in Every TBM
- 4 The TBM Manufacturing Process Step by Step
- 5 Precision Engineering Standards in TBM Production
- 6 Key Technologies Driving Modern TBM Manufacturing
- 7 Global TBM Manufacturers and Where They Build Their Machines
- 8 TBM Refurbishment and Remanufacturing
- 9 Challenges and Future Trends in Tunnel Boring Machine Manufacturing
- 10 Final Thoughts on TBM Manufacturing
What Is TBM Manufacturing and Why Does It Matter?
TBM manufacturing refers to the engineering and production of Tunnel Boring Machines — massive, highly specialized pieces of equipment used to excavate tunnels through rock, soil, clay, and mixed ground conditions. These are among the most complex machines ever built, combining cutting-edge mechanical engineering, hydraulics, electronics, and materials science into a single integrated system that can weigh anywhere from a few hundred tonnes for a small utility tunnel machine to over 7,000 tonnes for a large-diameter metro or highway tunnel project. The tunneling boring machine manufacturing process is not like producing most industrial equipment — every machine is effectively a custom project engineered to meet the specific geology, diameter, alignment, and lining requirements of a single tunnel contract.
The global demand for TBMs has grown steadily for decades, driven by massive infrastructure investment in metro rail systems, road tunnels, water supply and sewage infrastructure, hydroelectric power tunnels, and underground logistics networks. Cities from London to Mumbai to Los Angeles are actively using TBMs to build underground infrastructure without disrupting surface life. This demand has created a globally competitive TBM manufacturing industry dominated by a handful of major manufacturers capable of delivering custom machines engineered and built to extraordinary precision tolerances on contract timelines that can span 18 months or more.
Types of Tunnel Boring Machines and How Each Is Manufactured Differently
TBM manufacturing is not a single production process — it is a family of related but distinctly different machine designs, each engineered for specific ground conditions. The type of TBM chosen for a project fundamentally shapes the manufacturing scope, component specifications, and assembly complexity involved.
Hard Rock TBMs (Gripper TBMs)
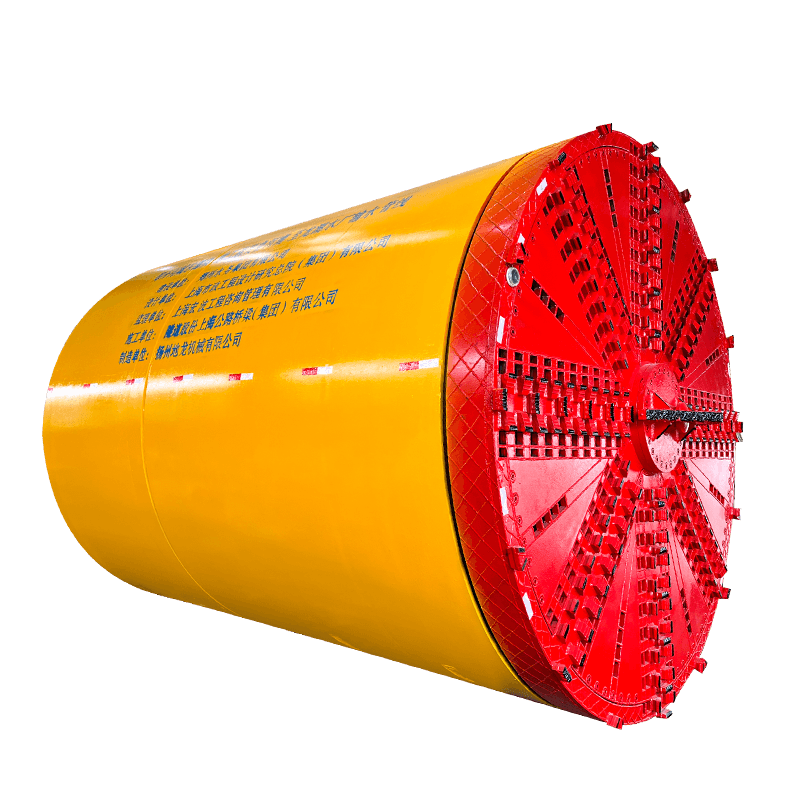
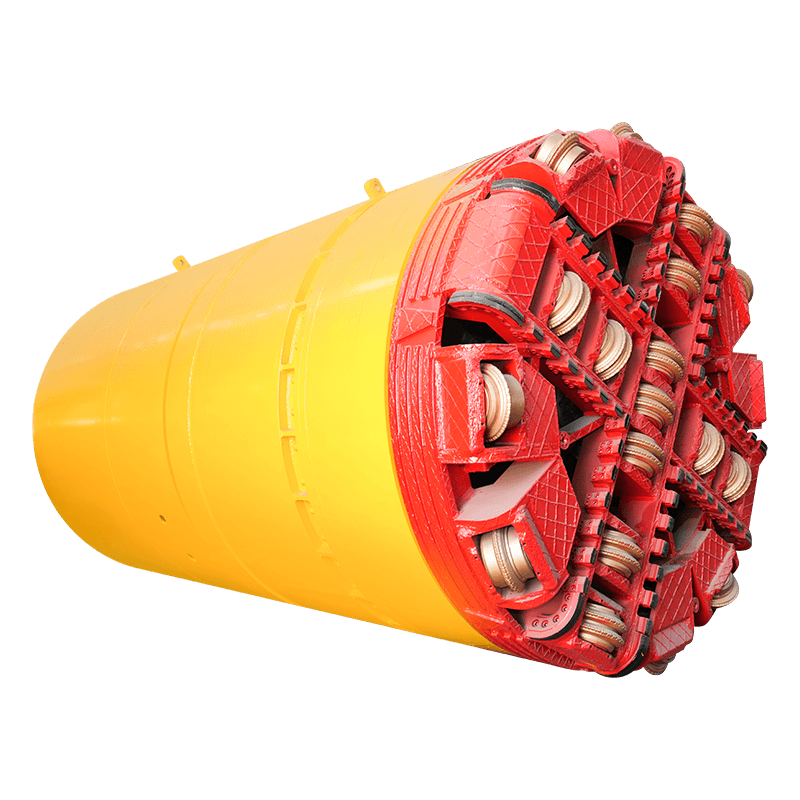
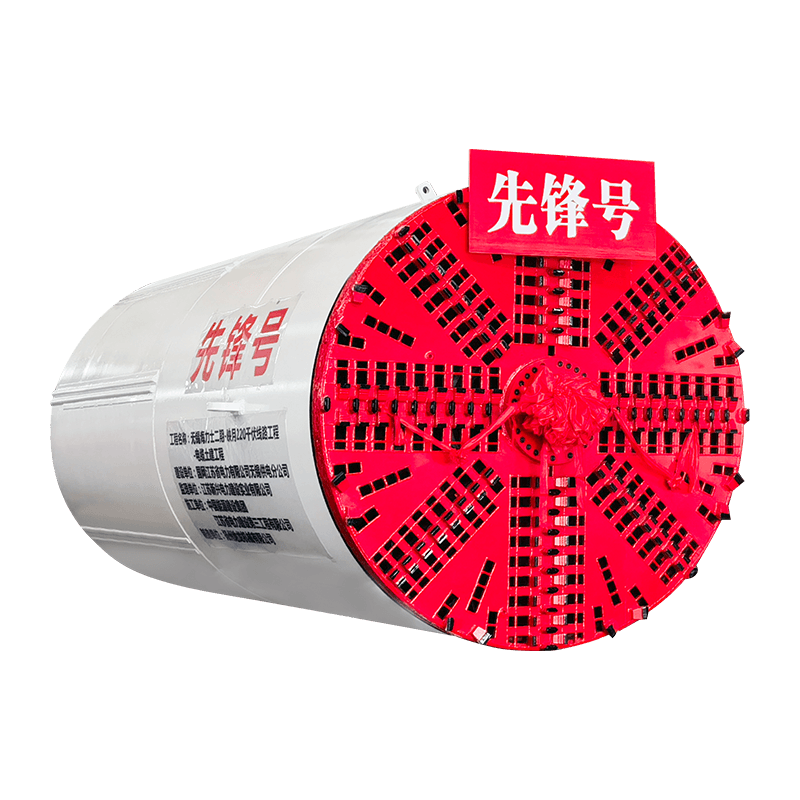
Gripper TBMs are designed for tunneling through solid, competent rock such as granite, basalt, and limestone. The machine advances by pushing the rotating cutterhead against the rock face while hydraulic grippers extend laterally to brace against the tunnel walls, providing the reaction force needed for forward thrust. Manufacturing a gripper TBM centers on producing an extremely robust cutterhead — typically fabricated from high-strength steel plate with precisely positioned disc cutter housings — and a powerful main bearing assembly capable of transmitting enormous thrust loads while rotating continuously. Disc cutters on hard rock machines are precision-engineered carbide components that must be manufactured to tight dimensional tolerances to ensure even wear across the cutterhead face.
Earth Pressure Balance (EPB) Machines
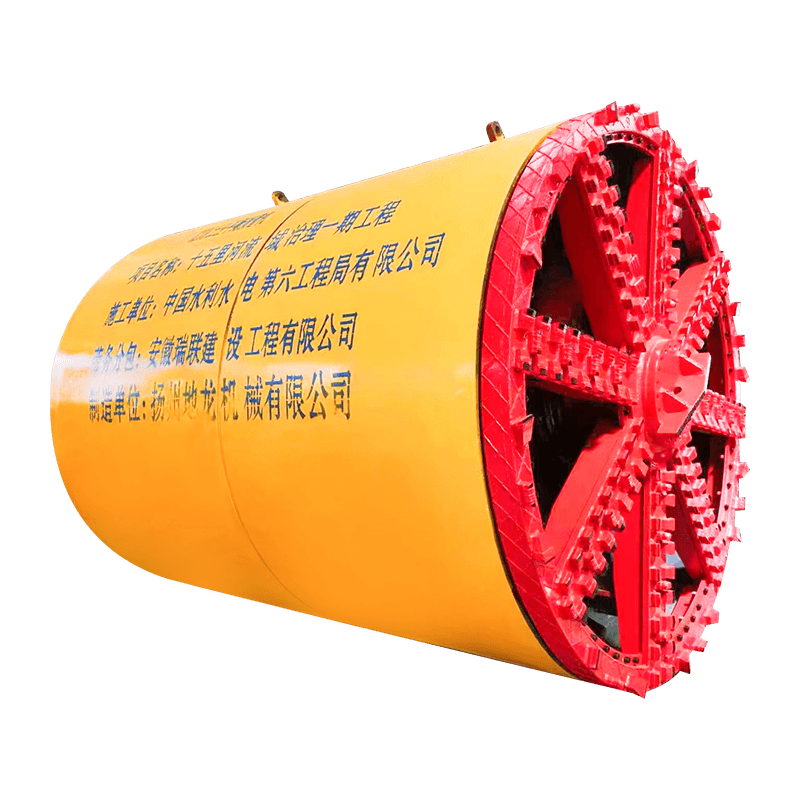
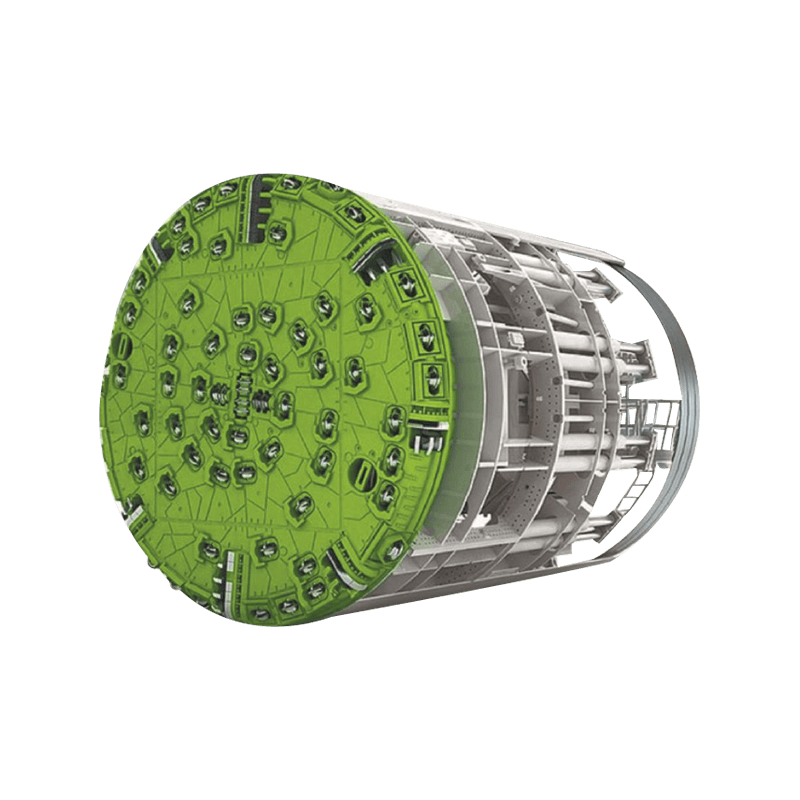
EPB machines are the workhorse of urban tunneling in soft ground, mixed soil, and water-bearing conditions. They use the excavated material itself — conditioned with foam, polymer, or bentonite additives — to maintain face pressure and prevent ground settlement above the tunnel. The manufacturing complexity of an EPB TBM centers on the screw conveyor system that controls material extraction rate to balance face pressure, the foam injection system integrated into the cutterhead, and the shield body that must withstand the full earth and water pressure of the surrounding ground. The cutterhead geometry for EPB machines is fundamentally different from hard rock designs — it incorporates scrapers, bucket scoops, and soil conditioning ports rather than disc cutter housings.
Slurry Shield TBMs
Slurry TBMs are used in loose, water-saturated ground where even EPB face conditioning is insufficient to maintain stability. They maintain face pressure using a pressurized bentonite slurry that fills the excavation chamber, supported by a bulkhead behind the cutterhead. Slurry is pumped to surface through a pipeline, processed in a separation plant to remove spoil, and recirculated back to the face. TBM manufacturing for slurry machines involves producing the separation plant as part of the overall system scope — an additional engineering challenge that involves hydrocyclones, centrifuges, and slurry pumping infrastructure in addition to the machine itself.
Mixed Ground and Variable Density TBMs
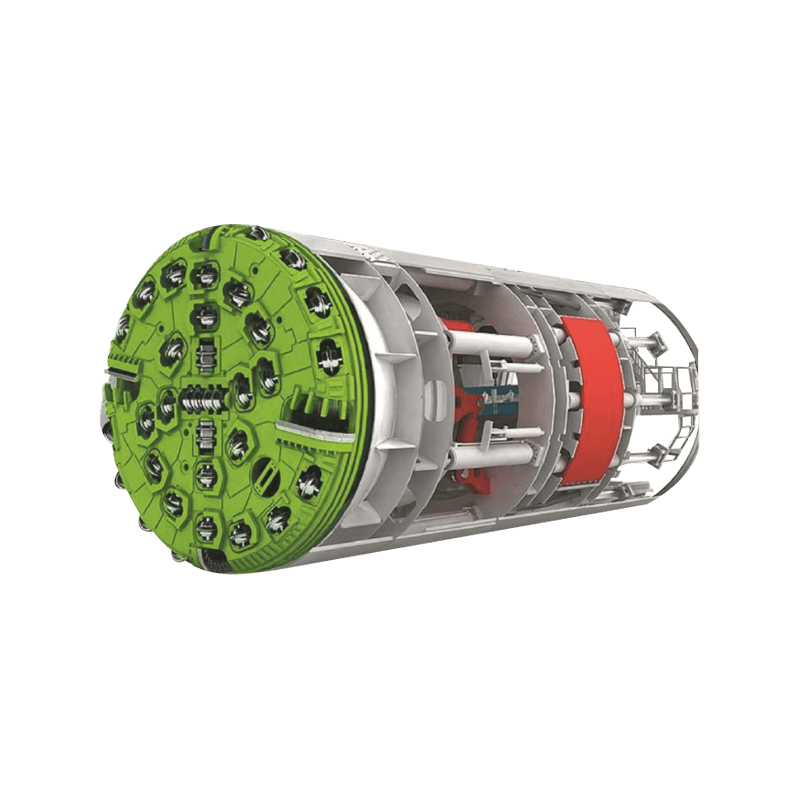
Some of the most complex TBMs ever manufactured are machines designed for mixed-face conditions — tunnels that pass through both rock and soft ground within the same tunnel cross-section, or that transition between hard rock and soft ground zones along the alignment. These variable density or mixed ground TBMs must incorporate both disc cutters and soft ground cutting tools in the same cutterhead, with convertible excavation chambers that can switch between EPB and hard rock modes during the drive. Manufacturing these machines requires solving simultaneous conflicting design requirements that push TBM engineering to its limits.
Core Components Manufactured in Every TBM
Regardless of type, every tunnel boring machine shares a set of fundamental subsystems that must be designed and manufactured to work together as a precisely integrated system. Understanding these core components explains why TBM manufacturing is so technically demanding and time-intensive.
| Component | Function | Key Manufacturing Challenge |
| Cutterhead | Excavates the tunnel face by rotating against rock or soil | Structural integrity under combined thrust and torque loads; cutter tool positioning accuracy |
| Main Bearing Assembly | Supports the cutterhead and transmits thrust and torque | Bearing life under sustained high load; sealing against ground contamination |
| Shield Body | Protects workers and equipment; provides structural housing | Precision roundness for segment erection; ground pressure resistance |
| Thrust Cylinder System | Propels the machine forward against installed tunnel lining | Synchronized stroke control across all cylinders; seal reliability |
| Segment Erector | Picks and installs precast concrete lining segments | Positioning accuracy; vacuum system reliability; load capacity |
| Drive Motors and Gearboxes | Power the cutterhead rotation | Power density in confined space; thermal management |
| Hydraulic Power Unit | Powers all hydraulic systems including thrust and erector | System integration; redundancy; confined space heat rejection |
| Control and Guidance System | Navigates the tunnel alignment and monitors all systems | Accuracy in GPS-denied underground environment; real-time data integration |
The TBM Manufacturing Process Step by Step
The process of manufacturing a tunnel boring machine from contract award to factory acceptance testing is a lengthy, multi-stage engineering and production program. Understanding the sequence clarifies why TBM delivery lead times are typically 12–24 months even for experienced manufacturers with established supply chains.
Stage 1 — Geotechnical and Project Requirements Analysis
Before a single component is designed, the TBM manufacturer's engineering team performs a detailed analysis of the geotechnical investigation data provided by the client. This includes borehole logs, rock strength parameters, groundwater pressure profiles, abrasivity test results, and ground permeability data along the entire tunnel alignment. This analysis directly drives the cutterhead design, thrust system sizing, bearing specification, and ground conditioning system configuration. A machine designed based on inaccurate or insufficient ground data will underperform or fail — the geotechnical analysis is the foundation on which the entire design is built.
Stage 2 — Custom Engineering and Design
With ground conditions established, the engineering team develops the complete TBM design using advanced 3D CAD software and finite element analysis. The cutterhead structural design is analyzed for combined thrust and torque loading scenarios. Main bearing life calculations are performed using ISO 281 bearing life theory adapted for TBM-specific load spectra. Shield body roundness tolerances are set based on the segment lining geometry. Every major weld in the structural fabrication is designed and documented to relevant structural codes. This design phase alone typically takes three to five months for a large-diameter TBM and produces tens of thousands of engineering drawings and specifications.
Stage 3 — Material Procurement and Supply Chain
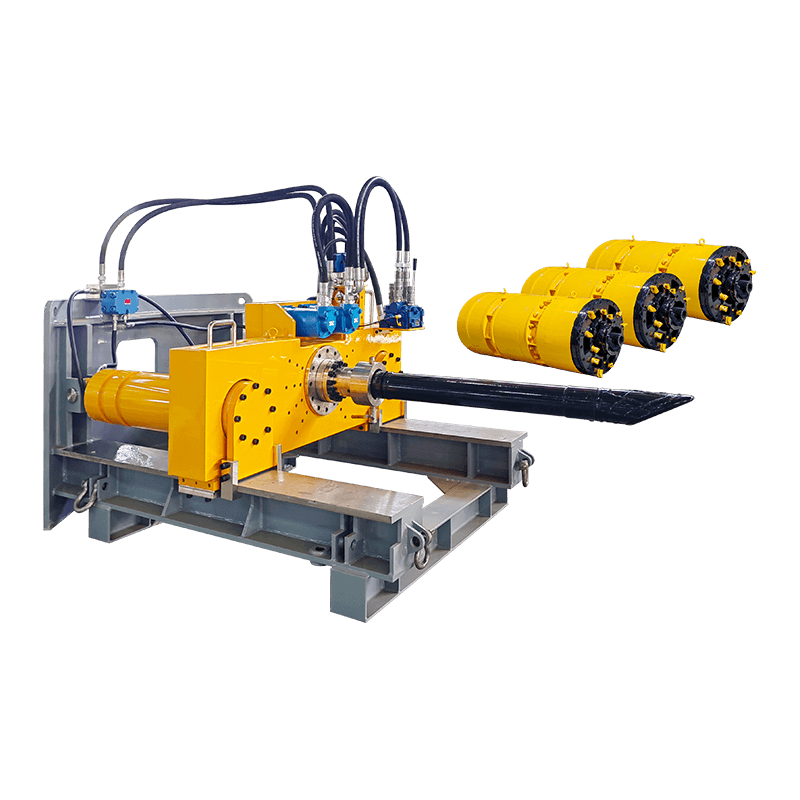
TBM manufacturing requires an enormous range of specialized materials and components, many of which have long procurement lead times. High-strength structural steel plate for the cutterhead and shield body, large-diameter slewing ring bearings, high-torque planetary gearboxes, hydraulic cylinders manufactured to precise stroke and pressure specifications, and specialized sealing systems all require early procurement to avoid delaying fabrication. The main bearing assembly — a massive slewing ring that can exceed three meters in diameter for a large TBM — often has a standalone manufacturing lead time of six to nine months and is typically the critical path item in the entire TBM delivery schedule.
Stage 4 — Structural Fabrication
The structural fabrication of a TBM involves cutting, forming, and welding heavy steel plate sections into the major structural assemblies — the cutterhead, front shield, rear shield, and trailing gear components. This work is performed by certified structural welders using pre-qualified weld procedures and inspected by non-destructive testing including ultrasonic, magnetic particle, and radiographic examination. Dimensional control during fabrication is critical — the shield body must be round to within tight tolerances so that tunnel lining segments can be installed with consistent gap geometry. Large structural assemblies are machined after fabrication to achieve the required interface tolerances at mating surfaces.
Stage 5 — Mechanical and Hydraulic Assembly
With structural fabrication complete, the machine is progressively assembled with its mechanical, hydraulic, and electrical systems. The main bearing is installed and torqued to specification. Drive motors and gearboxes are mounted and aligned. The thrust cylinder system is installed and all cylinders are individually pressure-tested before being connected to the hydraulic power unit. The segment erector arm is assembled and its reach, speed, and load capacity verified. The control system is wired and integrated, with all sensor inputs and actuator outputs verified against the control logic documentation. This assembly phase is intensive in skilled labor — TBM assembly requires technicians who understand the full system integration, not just individual component installation.
Stage 6 — Factory Acceptance Testing
Before a TBM leaves the factory, it undergoes a comprehensive Factory Acceptance Test (FAT) witnessed by the client and their technical representatives. The FAT verifies that all systems function to specification under controlled conditions — cutterhead rotation speed and torque, thrust cylinder force and stroke, segment erector range and load capacity, hydraulic system pressure and flow, electrical system function, and control system response. The guidance system is calibrated and verified. Any deficiencies identified during FAT must be corrected before the machine is approved for shipment. The FAT record becomes part of the machine's permanent documentation and is referenced throughout its operational life.
Precision Engineering Standards in TBM Production
The precision requirements of TBM manufacturing rival those of heavy aerospace and defense equipment. These tolerances are not arbitrary — they directly affect the machine's ability to build a tunnel to the specified alignment, install lining segments without damage, and maintain watertight joints between segments over the life of the tunnel.
- Cutterhead roundness: The outer diameter of the cutterhead must be within ±2–3mm of the nominal bore diameter to maintain the designed overcut and prevent the shield from becoming trapped in the ground. Achieving this tolerance in a fabricated steel structure five to twelve meters in diameter requires careful sequencing of welding operations to control distortion and post-weld machining of critical interface surfaces.
- Main bearing seat machining: The housing bore and shaft journal that locate the main bearing assembly must be machined to tolerances in the range of IT6–IT7 (0.010–0.025mm) and inspected using precision coordinate measuring machines. Incorrect bearing seating geometry reduces bearing life dramatically and can cause premature fatigue failure deep underground — an extremely expensive and time-consuming repair scenario.
- Shield body circularity: The front and rear shield segments must be assembled and machined to a circularity tolerance typically within 5–10mm over the full diameter, ensuring that the annular gap between the shield and the installed lining segments is consistent around the circumference. This consistency is critical for tail skin seal effectiveness — the brushes and grease that seal the gap between the shield tail and the lining must make even contact to prevent groundwater ingress.
- Thrust cylinder stroke synchronization: In a large TBM, 30–50 individual thrust cylinders must extend and retract in precisely coordinated groups to control the machine's pitch and yaw as it steers along the tunnel alignment. The cylinders must be manufactured to consistent stroke tolerances and the control system must be calibrated to maintain position synchronization within a few millimeters across the full cylinder stroke.
- Disc cutter housing position: On hard rock TBMs, the position of each disc cutter housing in the cutterhead face must be precisely set to the designed cutting radius, ensuring that all cutters on the same radius track the same groove in the rock face. Positional errors in cutter spacing cause overloaded individual cutters and accelerated wear, reducing cutter life and increasing the frequency of time-consuming cutter changes underground.
Key Technologies Driving Modern TBM Manufacturing
The state of the art in tunnel boring machine manufacturing has advanced significantly in recent decades, driven by the demands of increasingly challenging tunnel projects and the integration of digital engineering tools that were unavailable to earlier generations of TBM designers.
Digital Twin and Simulation
Leading TBM manufacturers now develop full digital twin models of each machine before fabrication begins. These models integrate structural analysis, hydraulic system simulation, and control logic modeling to verify system performance across the full range of operating conditions expected on the specific project. Digital twins enable engineers to identify interface conflicts, optimize component positioning, and simulate fault scenarios before a single piece of steel is cut. During operation, the digital twin can be continuously updated with real machine data to support predictive maintenance and troubleshooting from the manufacturer's engineering center anywhere in the world.
Advanced Cutterhead Materials and Wear Protection
Cutterhead wear is one of the primary factors limiting TBM advance rates and increasing maintenance costs in abrasive ground. Modern TBM manufacturing incorporates advanced wear protection strategies including tungsten carbide wear buttons, chromium carbide overlay plate, and ceramic composite wear inserts in the highest-wear zones of the cutterhead. The selection and placement of wear protection is now analyzed using computational fluid dynamics and discrete element modeling to predict wear patterns for the specific soil and rock conditions of the project, allowing protection to be concentrated where it is most needed rather than applied uniformly.
Automated Welding and Robotic Fabrication
While much of TBM fabrication still relies on highly skilled manual welders, the integration of automated welding systems has improved weld consistency and productivity in high-volume weld joints. Robotic welding cells are used for repetitive structural welds in shield body panels and spoke sections where consistent weld geometry is critical. Submerged arc welding is widely used for heavy butt welds in thick plate sections, providing deep penetration and high deposition rates with reliable quality. These automated processes free skilled welders to focus on complex access joints where their expertise adds the most value.
Real-Time Performance Monitoring Systems
Contemporary TBMs are equipped with hundreds of sensors monitoring everything from individual thrust cylinder force to main bearing temperature, cutterhead torque, face pressure, tail seal grease injection pressure, and segment erector position. This data is logged in real time, displayed to the operator, transmitted to the project engineer's office, and in many cases shared securely with the TBM manufacturer's engineering team. The ability to monitor machine performance remotely has transformed how manufacturers support their equipment in the field, enabling rapid diagnosis of emerging issues before they develop into costly failures.
Global TBM Manufacturers and Where They Build Their Machines
The TBM manufacturing industry is concentrated among a small number of major international manufacturers, each with specialized engineering capabilities and manufacturing facilities capable of producing the largest and most complex machines in the world.
- Herrenknecht AG (Germany): The world's largest TBM manufacturer by unit volume and revenue, headquartered in Schwanau, Germany. Herrenknecht manufactures the full range of TBM types from small microtunneling machines to large-diameter slurry and EPB machines, with major manufacturing facilities in Germany and assembly operations globally. They have delivered machines for some of the world's most challenging tunneling projects including the Gotthard Base Tunnel and numerous metro systems across Asia and the Middle East.
- The Robbins Company (USA): One of the oldest and most storied names in TBM manufacturing, Robbins pioneered hard rock TBM technology and remains a leader in main beam gripper TBMs for rock tunneling. They manufacture and refurbish machines at facilities in the United States and have a global service and support network for their equipment in operation worldwide.
- NFM Technologies (France, part of Bouygues group): A French TBM manufacturer with strong expertise in large-diameter urban tunneling machines, particularly slurry shield and EPB types for challenging European and international projects. NFM has delivered machines for major metro projects in Paris, Rome, and across Southeast Asia.
- CREG — China Railway Engineering Equipment Group: China's largest TBM manufacturer and now one of the largest in the world by volume, CREG has rapidly developed its engineering and manufacturing capabilities through a combination of licensed technology and domestic R&D investment. CREG supplies the majority of TBMs used in China's massive ongoing metro and high-speed rail tunnel construction programs and has begun exporting to international markets.
- Kawasaki Heavy Industries and Mitsubishi Heavy Industries (Japan): Both Japanese engineering conglomerates have long histories in TBM manufacturing, primarily for the domestic Japanese market and selected export projects. Japanese TBM manufacturing is known for extremely high build quality and precision, with particular strength in shield machine technology for soft ground urban tunneling.
- Caterpillar (Lovat division, Canada): Caterpillar acquired Lovat, a Canadian TBM manufacturer, and continues to produce EPB and slurry machines under the Caterpillar tunneling brand. Their machines are widely used in North American infrastructure tunneling projects including water supply and urban transit.
TBM Refurbishment and Remanufacturing
A significant and growing segment of the TBM manufacturing industry is the refurbishment and remanufacturing of used machines for new tunnel projects. Given the enormous cost of a new TBM — a large-diameter machine can cost $15 million to $50 million USD or more — project owners and contractors increasingly evaluate refurbished machines as a cost-effective alternative when project conditions are compatible with an existing machine's specifications.
TBM refurbishment typically involves disassembly of all major systems, inspection and replacement of wear components, reconditioning of structural assemblies, overhaul of the main bearing, replacement of hydraulic seals and cylinders, and complete rebuild of the electrical and control systems. On larger refurbishment projects, the cutterhead may be restructured to modify the cutter layout for different ground conditions, or the shield diameter may be adjusted slightly through the addition or removal of steel inserts in the skin plate. A well-executed refurbishment can extend the machine's service life by another full project and sometimes more, at a fraction of the cost of a new machine.
Challenges and Future Trends in Tunnel Boring Machine Manufacturing
TBM manufacturing faces a set of ongoing technical and commercial challenges that are shaping how the industry develops in the coming decade. The demand for larger, deeper, and more automated tunneling solutions is pushing the boundaries of what current TBM technology can achieve and driving significant R&D investment across the industry.
- Increasing machine diameter: The trend toward larger tunnel diameters for highway and combined metro/road tunnels is producing machines of extraordinary scale. Machines above 15 meters in diameter present structural and logistics challenges that require novel engineering solutions — transporting, assembling, and launching such machines in the confined space of a launch shaft demands careful planning at every stage of the manufacturing and delivery process.
- Automated cutter changing systems: Changing disc cutters on hard rock TBMs requires workers to enter the excavation chamber under atmospheric or pressurized conditions to manually replace worn cutters — one of the most demanding and dangerous tasks in tunneling. Several manufacturers are developing robotic cutter changing systems that can perform this work remotely, eliminating worker exposure to the hazardous pressurized excavation environment. Developing manipulators capable of handling cutter weights exceeding 200kg in confined, wet, contaminated spaces is a significant engineering challenge.
- Electrification of drive systems: Increasing regulatory pressure on underground air quality and carbon emissions is accelerating the development of all-electric TBM drive systems that eliminate hydraulic oil and diesel-based power from the machine. Electric direct-drive cutterhead motors, electric thrust cylinder actuators, and battery or grid-powered tunnel logistics are all under active development by major manufacturers.
- Supply chain resilience: The global disruptions of recent years exposed vulnerabilities in the extended supply chains on which TBM manufacturers depend — particularly for large-diameter bearings, specialized hydraulic components, and electronic control systems. Manufacturers are actively working to qualify alternative suppliers, increase strategic component inventory, and in some cases bring previously outsourced component manufacturing in-house to reduce exposure to supply chain disruption.
- AI-assisted guidance and autonomous operation: The integration of artificial intelligence into TBM guidance and control systems is an active development area. Machine learning models trained on historical project data can optimize steering parameters, predict lining ring build quality, and alert operators to developing ground conditions before they cause operational problems. Fully autonomous TBM operation remains a longer-term goal, but incremental automation of routine operational tasks is already being deployed on current projects.
Final Thoughts on TBM Manufacturing
Tunnel boring machine manufacturing sits at the intersection of structural engineering, precision machining, hydraulics, electronics, and materials science — and it does so at a scale that few other industries can match. Every TBM that leaves a factory is a custom-engineered solution to a specific set of geological and project challenges, and the quality of that engineering and manufacturing is ultimately expressed in how reliably the machine bores through the earth, how consistently it installs a quality tunnel lining, and how safely it brings workers home at the end of every shift.
As global infrastructure demand continues to drive investment in underground construction, TBM manufacturers face an exciting and demanding future — delivering machines of increasing size, complexity, and technological sophistication while managing supply chains, developing the next generation of engineers and fabricators, and integrating digital technologies that will define what tunnel boring looks like over the next half century. For anyone involved in tunneling construction, procurement, or project development, understanding how these extraordinary machines are designed and built is fundamental to making informed decisions about one of the most complex and consequential pieces of construction equipment ever created.














